

























































































Have a considered view the Metal laser cutting Automation guide in Canada
What are the primary types of Automatic Loading options, and how do they differ?
Metal laser cutting automation is a versatile and efficient method used for cutting metals. It offers various equipment that cater to different needs. that paragraph I will exhibit the primary types of sheet metal storage and loading laser cutting tables details including the loading capacities of weight and size and their limitations
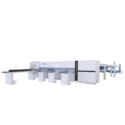
1.) Automatic Storage Tower:
Automatic storage tower is computer controlled storage system on multiple layer structure allows sheet metal fabricators store the materials on the same layout in height difference .
Storage system as standard is 8 layers which can be extended unto 20 layers depending on the ceiling height.
| Storage Layer | Weight Capacity of each Layer | Max Sheet Size | Control System |
| 8 | 7700 lbs | 72″ x 240″ | Bochu |
| 12 | 7000lbs | 60″ x 144″ | FScut |
| 16 | 6000lbs | 72″ x 120″ | Delta |

2.) Automation storage system Speed :
Speed of the storage system also an important factor specify for the metal cutting fabrication companies who is working on the thinner gauge metal plate. High power laser cutting table are so precise and fast on cutting thinner gauge metal if storage system speed is falling behind at the unloading then that will cause an immediate reduction on the efficiency and increase the cost.
Speed of the system can be optimize by managing 3 different attribute of the storage system,
A.) Positioning system:
Position system would be working with servo drives or sysnronized motors
3.) Aluminum sheet weight calculation
Once of the critical point of having a storage system is that weight capacity of your automatic storage system .
Here we will cover how to calculate the weight of the commonly used material weights.
| Metal Type | Suitable Materials | What is the 4 by 8 foot material weight on half inch | Application |
| Aluminum | Weight= length (in) x width(in) x thickness(in) x 0.0975 | 224lbs | window and doors, construction, custom fabrication, trailer , furniture, appliances , avocation , farming, automotive |
| Steel | Weight= length (in) x width(in) x thickness(in) x 0.2836 | 653 lbs | Trailer, heavy duty industrial equipment , air plane, shipping yard, vehicles |
Calculation of your metal plate weight is a one of the key element to decide what will be the total load bearing capacity of your storage system on each layer and total weight capacity of 12 layers basic storage system.
How does laser cutting automation in Canada compare to other north American and European countries,
Canadian sheet metal cutting industry is getting more demand and increasing fabrication needs, Automation if the welding equipment and bending an pressing was started many years ago on 1980 yet laser cutting table automation is still growing on the investment
Metal Laser Cutting Automation:
Metal laser cutting material handling is also another work process can take often longer time than the cutting process itself, specially if the material thickness is thicker than 0.5″ of an inch or if there are so many small prices in the plate or if the plate size is not convenient for employees to reach at.
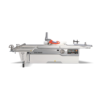
Most common laser cutting table effective cutting area is 5 foot but 10 foot or 60 inches by 120 inches.
Yet, on the industrial applications of the metal cutting sector it is often that effective cutting area for the laser cutting machine increases to 7 foot by 40 foots.
Traditional Cut Pieces Handling:
Traditional metal cutting material handling has often three options
1.) Manual by hand pick by the operator
2.) Jib Crane with a vacuum lifter
3.) Jib crane with a magnetic lifter
4.) Hoist Crane
Lets discuss the application methods of the manual material methods in detail to understand the benefits and disadvantages of them
Manual by hand pick: That method is very dedicated pick for a sensitive material , it eliminates the change of the broken or scratching the pieces for small part. Also only use by the same or one additional operator to material hand pick therefore it reduce the cost.
Jib Crane with a vacuum lifter: A great method for loading the full sheet size to laser cutting table. Yet it is difficult to use for unloading pf the material as vacuum lifter has standard positions and it is not always practical to change the positions of them to pick up the material ,
It can be used to handle up-to 6000lbs single sheet size for lifting and loading the table.Table reach has often milted bu 10 to 12 foot on diameter therefore it can’t reach the all sides of the laser shuffle table.
Jib crane with a magnetic lifter: Magnetic lifting configuration is a more expensive option compare to jib crane with vacuum lifter yet it is commonly use to handle thicker materials.

Work Efficiency Case Study on of A Canadian Structural H beam manufacturer in Ontario
There are ways to measure work efficiency in a work place,
Those measurements often not related to machine cutting parameters but also enverimental effects on the factory as well.
there are three step cutting table work efficiency calculation
First test parameter is Dry Run Time Audit:
Before firing the torch, run the program as a “dry run” (air cut) with the torch off.
- What to measure: Track the total time the gantry spends moving in rapid travel mode between parts.
- The Goal: If rapid travel takes up more than 20–30% of the total program time, your CAM software’s cut sequencing needs optimization
Second is Live cut and Quality Audit
Run the actual program on your chosen material.
- What to measure: Clock the total time from the first pierce to the final cut. Note any pauses caused by height control adjustments or arc-starting delays.
- The Inspection: Once the sheet is cut, inspect the parts for dross (slag), bevel angle, and top-edge rounding.
- The Efficiency Link: Bad cut quality translates to wasted time in the grinding department. True table efficiency includes post-processing time.
Consumable Wear Tracking
Install a brand-new set of consumables before the test. Track the exact number of pierces and total linear footage cut before the cut quality begins to degrade.
- Premature failure points to issues with air quality (moisture/oil) or incorrect pierce height settings.
How Much Idle Time on Laser Cutting

Do you have An overhead crane to handle large heavy Sheet metal
Idle time of the laser cutting table can be a result of insufficient space of the equipment or shop floor, Starting from five foot to 14 foot most structural steel fabricators using twenty to forty foot long sheet metal to increase the efficiency on the material costing and decrease the cost of the sheet metal by better plate nesting solutions.
Yet if we don’t have the overhead cranes handling those metals are much of the time consumable .
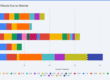
Storage area arrangement for Sheet Material Location
In a steel fabricator you would need to go on different gauge of material very often,
Automatic loading storage system helps organize the entire working schedule and store different length and thickness of the steel on the different level of the automatic storage system,
That integrated with the nesting software and daily work order helping the store upto twelve different thickness in one storage tower (we call at moon machinery space saver) system,
On the new storage solution same foot print of the location not only saving 12 times more of the material also increase the speed of the reach of the each material.


We recommend at least 20kw Fiber laser metal cutting laser machine
In theory our laser cutting table and storage system can be used in any available laser power source capacity then do you want to know why we recommend minimum of 20-kw laser?
Let’s have a quick look to our reasoning and tell us what do you think.
First Reason : Investing for future
When purchasing a automatic metal cutting laser solution that investment is not to save the day but rather to increase the productivity and cutting speed of the current metal cutting capacity,
in many shops in canada still using high power HD plasma source starting from 200 amp upto 500 amp they need to calculate the amount of the sheet metal they want to process in a year,
How many tons of sheet metal, and looking the trend in the canadian market steel construction is not only use in the industrial building but also in the commercial even new residential houses.
Even current tariffs and adiditonal taxes on the steel export effected the canada and usa steel business , it is definite obvious to all fabrication companies that it will not be forever.Therefore it always make logical sense to increase the cutting capacity.
Second Reason:
20kw laser can clean cut upto two inches of carbon steel. in most fabrication companies in canada 2″ steel is even less than 3 % of the total steel used in the company. Therefore you will be able to serve 97% of the ontario steel market customers.
Third Reason:
Cutting speed is much faster than the lower power laser cutting tables.
Fourth Reason:
Can cut thicker sheet metal only by using compress air , compress air generation will be feeding your laser and reduce the cutting cost of your supplementary gas weather it is oxygen or nitrogen.


20mm Carbon Steel Cutting Speed & Parameter Comparison
")